

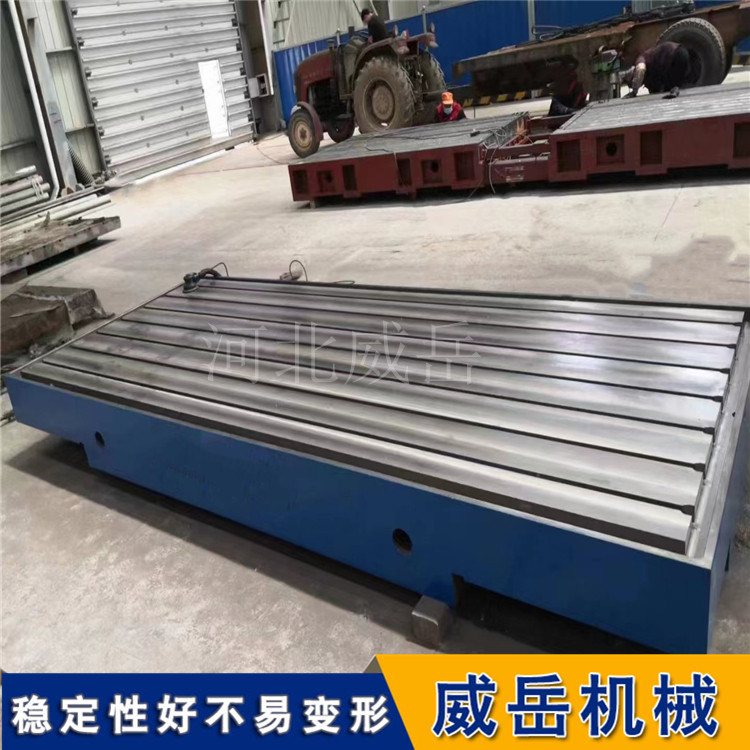
T 型槽铸铁平台是工业基石,但若使用维护不当,会直接影响其精度寿命和工作效果。常见问题主要源于以下几个方面:
一、 安装与基准问题:精度丧失的根源
问题:平台变形,平面度超差。
原因:这是比较常见也是比较严重的问题。根本原因在于安装基础不牢或支撑调平不当。例如,将平台直接放在不平整的地面,或仅支撑四角导致中间下垂;调平时未使用精和密水平仪,草草了事。
后果:平台本身不再是可靠的基准,以其为基准的所有划线、检测、装配工作都会产生累积误差,导致产品不合格。
解决:
坚实基础:确保平台放置在坚固、水平的基础上,如混凝土墩或经过加固的地面。
科学支撑:严格遵循 「三点支撑」 原则 (用于小型平台) 或 「与内部加强筋对齐的多点均布支撑」 原则 (用于大型平台),避免悬空变形。
精和密调平:使用高精度水平仪 (如 0.02mm/m),在平台纵横多方向、多位置反复测量调整,直至整体水平度达到要求。
问题:平台不稳定,有晃动感。
原因:地脚螺栓未紧固;调整垫铁没有完全压实,存在虚接触。
解决:重新检查并紧固所有连接件。用小锤轻敲检查各垫铁,听声判断是否压实,确保每个支撑点都受力均匀、无松动。
二、 使用与操作问题:人为造成的损伤
问题:工作面划伤、磕碰或磨损。
原因:工件或工具毛刺未清理,直接在平台上拖动重型工件;使用硬质工具 (如划针、锤头) 直接敲击工作面。
解决:
清洁防护:永远保持工作面清洁。放置工件前,清除其底部的铁屑、沙粒和毛刺。
轻拿轻放:重物应使用起重设备,避免砸落或撞击。
使用垫片:在需要敲击时,使用铜棒或木质垫块,避免直接接触平台。
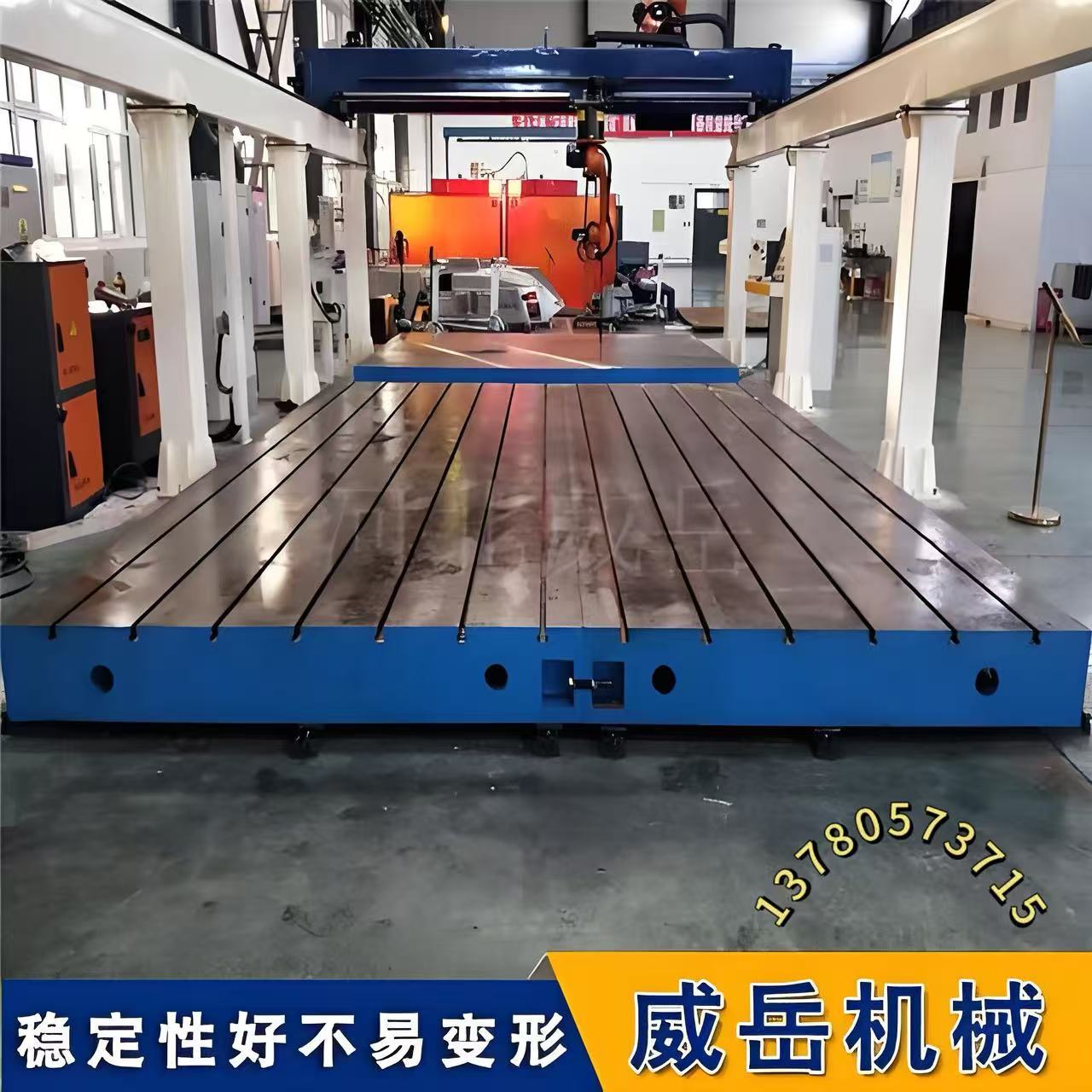
问题:T 型槽损坏 (槽口崩裂、槽内堆积铁屑)。
原因:使用不匹配或损坏的 T 型螺栓 (如螺栓头部磨损或尺寸过大),强行敲入导致槽口崩裂;铁屑、污垢长期堆积在槽内,影响螺栓正常嵌入和紧固。
解决:
规格匹配:确保使用与 T 型槽规格完全配套的标准 T 型螺栓和螺母。
定期清理:每次使用后,用专用的 T 型槽清理钩或压缩空气彻和底清理槽内杂物。
轻柔操作:安装螺栓时应对准槽口,顺滑放入,严禁锤击硬塞。
问题:锈蚀。
原因:在潮湿环境中,未做防护,汗水、水渍或潮湿空气引起铸铁生锈。
解决:
日常保养:短期不使用时,涂上一层薄薄的防锈油。
长期防护:长期闲置应清洗干净,涂上较厚的防锈脂,并加盖防护罩。
操作习惯:避免手汗直接接触工作面,必要时戴手套。
三、 维护与管理问题:长期性能的保障
问题:精度失准不自知。
原因:平台被当作普通工作台使用,长期不进行精度检定。
解决:建立 《周期检定制度》。根据使用频率和精度要求,每年或每半年请专业计量人员或使用专业仪器 (如电子水平仪、激光干涉仪) 进行一次平面度校准,并保留记录。对于关键工位,检定周期应缩短。
问题:局部过度磨损。
原因:总是在平台的某一固定小区域进行高频率的重复性操作 (如频繁在同一位置装配小型部件)。
解决:均匀使用整个工作面。定期更换工件在平台上的放置区域,避免 「马蹄坑」 现象。
四、 附件与配套问题:细节决定成败
问题:工件装夹不牢或划伤工件。
原因:使用不合适的压板、垫铁,或锁紧力不当 (过松或过紧)。
解决:
正确选配:根据工件形状和夹持点高度,选择合适的压板、阶梯垫铁和 U 型块。
用力均匀:紧固螺母时,应采用对角线顺序,分步逐步拧紧,确保夹紧力均匀,防止工件变形或移动。

文章来源:w2solo
